

遵循DIN 46228、DIN EN 60352-2原厂标准,分外观目视初检(现场快速判断)、尺寸标准、破坏性拉力测试、剖面金相检测、电气压降检测五级判定,适配控制柜、钢筋焊机高低压线束现场验收。
一、前置基础前提
工具必须原厂匹配必须使用魏德米勒棘轮式专用压接钳(PZ6 Roto L/PZ10 等),对应线规模具;普通杂牌压线钳、无棘轮钳子一律判定压接不合格。棘轮必须完全压合到底、听到锁止释放声,中途松手压接全部作废。
线径、端子规格一一对应0.5/1.0/1.5/2.5/4/6mm² 线缆,必须搭配同规格魏德米勒管状端头,小端子压粗线、大端子压细线直接不合格。
剥线长度严格匹配端子按端子铜筒深度剥线,多股铜丝无毛刺、无断丝,剥线不能划伤单股铜丝。
二、一级:现场目视外观快速判定(电工现场直接检查)
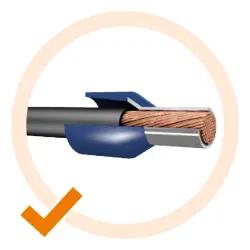
合格外观
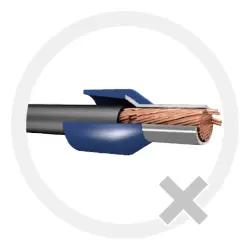
绝缘压入(不合格)

铜丝回缩(不合格)
1. 铜丝导体露出标准(核心)
合格:剥好的铜丝完全填满金属铜筒,前端露出铜筒 1~2mm,能看到整齐铜丝端面;
不合格:① 铜丝完全缩进铜筒内、看不见铜头;② 铜丝伸出>3mm,易搭邻线短路;③ 部分铜丝被挤断、飞丝、单股铜丝外翻。
2. 绝缘塑料护套压接要求
线缆绝缘外皮严禁压入金属铜筒内部(会发热碳化、绝缘变差);
塑料护套压接区仅轻微包裹线缆外皮,不能挤压、割破线缆绝缘;
护套无开裂、撕裂、压痕凹陷过深。
3. 金属铜筒压接外形标准
铜筒开裂(不合格)

压痕裂纹(不合格)
不对称压接(不合格)
✅ 合格特征:
六边形标准压痕,左右对称、无偏压;
铜筒侧壁无裂纹、无撕裂、无穿透性破口;
压接收口紧密,筒壁贴合铜丝无空隙,无尖锐大毛刺(毛刺≤0.13mm);
铜筒无明显扭曲、弯折变形。
❌ 一眼判定不合格外观:
铜筒两侧开裂、压痕处出现纵向裂纹;
单边挤压、压接严重不对称;
铜筒压溃、局部穿孔;
塑料护套被压钳挤裂、破损;
绝缘皮挤进金属筒内部。
三、二级:尺寸测量判定(卡尺抽检)
导体伸出长度:1~2mm,超出区间不合格;
压接后六边形外径:对照端子样本标准压接高度,偏大 = 压接不足(易松脱),偏小 = 过压(铜筒开裂、断铜丝);
绝缘护套与金属筒交界无铜丝外露、无绝缘皮侵入金属区。
四、三级:拉力拉拔测试(机械强度判定,关键验收项)
测试规范(魏德米勒官方标准)

拉力试验机测试
设备:拉力试验机,匀速拉伸 25~50mm/min,缓慢加载,禁止猛拉冲击;
判定合格标准:
断裂位置:线缆铜丝本体拉断(最优合格,压接点强度>导线);
禁止失效模式:铜丝从端子铜筒内滑脱、端子铜筒撕裂;
各线径最小拉力参考(DIN 标准)| 导线截面积 | 最小合格拉力 (N)| 不合格现象 ||----|----|----||0.5mm²|≥90 | 轻易拉出、轻微拉动就滑动 ||1.0mm²|≥115 | 晃动有间隙 ||1.5mm²|≥155 | 振动后虚接发热 ||2.5mm²|≥195 | 焊机震动容易松脱 ||4.0mm²|≥260 | 大电流回路发热严重 ||6.0mm²|≥320 | 动力端子打火隐患 |
简易现场替代测试(无拉力机)
一手握紧端子,一手匀速用力拉扯导线,导线不滑动、不脱出为合格;轻轻一拽就滑动 = 压接不足,直接报废。
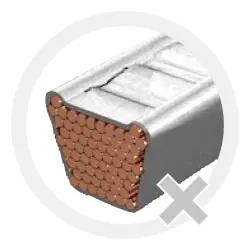
五、四级:剖面金相切片检测(实验室 / 批量抽检)
剪开压接铜筒观察内部铜丝贴合状态,高标准控制柜验收使用:✅ 合格剖面:
多股铜丝被六边形压痕均匀挤压,所有铜丝紧密贴合无空隙;
无单股铜丝被切断、挤断;
铜筒内壁与铜丝完全金属贴合,无隔离间隙;
绝缘皮完全隔离在金属筒外部。
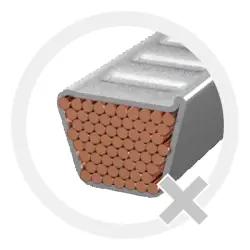
❌ 不合格剖面:
局部空隙大、铜丝松散(压接不足,接触电阻大发热);
多股铜丝被压钳切断;
绝缘塑料挤入导体接触区;
铜筒内壁出现裂纹。
六、五级:电气性能检测(焊机高温、大电流场景必查)
1. 电压降测试(最实用,排查虚接发热)
同规格、同长度线缆对比,通额定工作电流,压接端子处压降差值过大 = 压接不良;压接不合格端子接触电阻大,通电快速升温,焊机控制柜极易出现绝缘碳化、打火。
2. 温升测试
长时间通额定电流,端子无明显升温、无发烫;虚接端子几分钟就烫手。
七、工业现场高频不合格压接危害(钢筋焊机重点)
压接不足:震动后端子松脱,大电流打火、发热,烧毁端子绝缘,绝缘电阻下降;
过压开裂:铜筒破裂进水、进铁屑,相间漏电、短路;
绝缘皮压入金属筒:通电高温融化尼龙,产生导电碳粉,绝缘变差、PLC 模拟量漂移;
铜丝回缩虚接:焊机起弧瞬间产生电压尖峰,出现间歇性通讯故障、设备误动作。
八、完整合格判定流程(车间验收标准步骤)
目视检查:铜丝伸出长度、护套、铜筒有无开裂变形;
卡尺抽检:测量导体外露尺寸;
随机抽样拉力测试:导线拉断为合格;
批量抽检切片剖面(新项目 / 大批量线束);
通电温升 / 压降抽查(动力、焊机主回路端子);全部满足即为魏德米勒标准合格压接。
